Artificial Intelligence
24 multi-head spot welder control schematic
Overview of the Spot Welder
A spot welder operates on the principle of double-sided, double-point overcurrent welding. During the process, two electrodes apply pressure to the workpiece, creating a specific contact resistance between two metal layers under the pressure from the electrodes. The welding current flows from one electrode to the other, generating an immediate thermal fusion at the contact points. This allows the current to flow through the workpieces in a loop, ensuring that the internal structure of the material remains undamaged during the welding process.Working Principle of the Spot Welder
The spot welding process begins by turning on the cooling water system and cleaning the surface of the workpiece before accurately assembling it. The workpiece is then placed between the upper and lower electrodes, which apply pressure to ensure good contact. As the electric current flows, the contact surfaces heat up and partially melt, forming a nugget. Once the power is turned off, the pressure is maintained, allowing the nugget to cool and solidify into a strong joint. Finally, the pressure is released, and the workpiece is removed. Key parameters such as welding current, electrode pressure, energization time, and the size of the electrode working surface significantly influence the quality of the weld.How the Spot Welder Works
The spot welder uses the high-temperature arc produced by the short circuit between the positive and negative poles to melt the material between the electrodes, effectively joining them together. The design of a spot welder is relatively simple: it functions as a high-power transformer that converts 220V AC into low-voltage, high-current electricity, which can be either AC or DC. The welding transformer has a unique characteristic—its voltage drops sharply when the current flows. After the welding rod is ignited, the voltage decreases, and the working voltage of the machine is adjusted accordingly. In addition to converting the voltage from 220V to 380V, the secondary coil also has adjustable taps for voltage control, and an iron core is used to fine-tune the settings. A spot welder typically operates as a high-power inductive transformer. When the inductance is switched on and off, a large voltage fluctuation occurs, producing a high-voltage arc that melts the solder on the electrode, thereby achieving the desired connection.Applications and Features of Spot Welding
Spot welding is a resistance welding method where the joints are pressed between two electrodes, using the resistance heat to melt the base metal. It is commonly used for joining thin plates, such as aircraft skins, engine exhaust pipes, and car body casings. The spot welding transformer is a key component of the spot welder, with only one loop on its secondary side. The upper and lower electrodes and the electrode arms serve dual purposes: conducting the welding current and transmitting the necessary force. A cooling water circuit runs through the transformer and electrodes to prevent overheating. Therefore, it is essential to start the cooling water system first before turning on the power switch.Electrode Quality and Maintenance
The quality of the electrodes plays a critical role in the welding process, affecting both the weld quality and productivity. Electrodes are typically made from materials like copper, cadmium bronze, or chrome bronze, and their shape varies depending on the geometry of the workpiece. When installing the electrodes, it's important to ensure that the upper and lower surfaces are parallel and clean, often requiring sanding or trimming to maintain optimal performance.Welding Cycle Stages
The spot welding cycle generally consists of four basic stages: (1) Pre-pressing stage – the electrode lowers to the current-on stage, ensuring proper pressure between the workpieces. (2) Welding time – the current passes through the workpiece, generating heat and forming a nugget. (3) Holding time – the current is cut off, but the pressure is maintained until the nugget solidifies. (4) Rest time – the electrode lifts, preparing for the next cycle. To enhance the quality of the welded joint, additional steps may be added, such as increasing pre-pressure to eliminate gaps, using preheating pulses to improve metal plasticity, or ensuring uniform heating in projection welding.Control Schematic of ND-100-24 Multi-Head Spot Welder
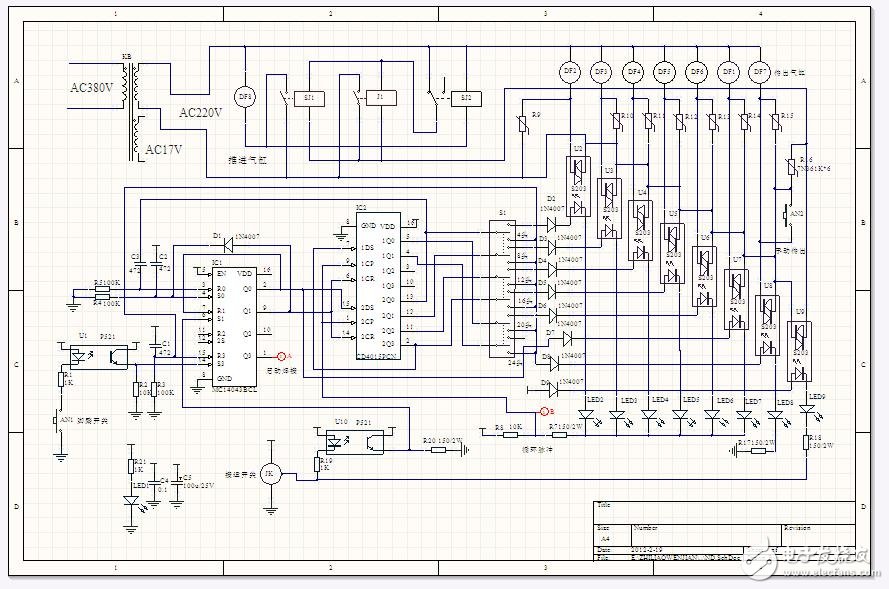
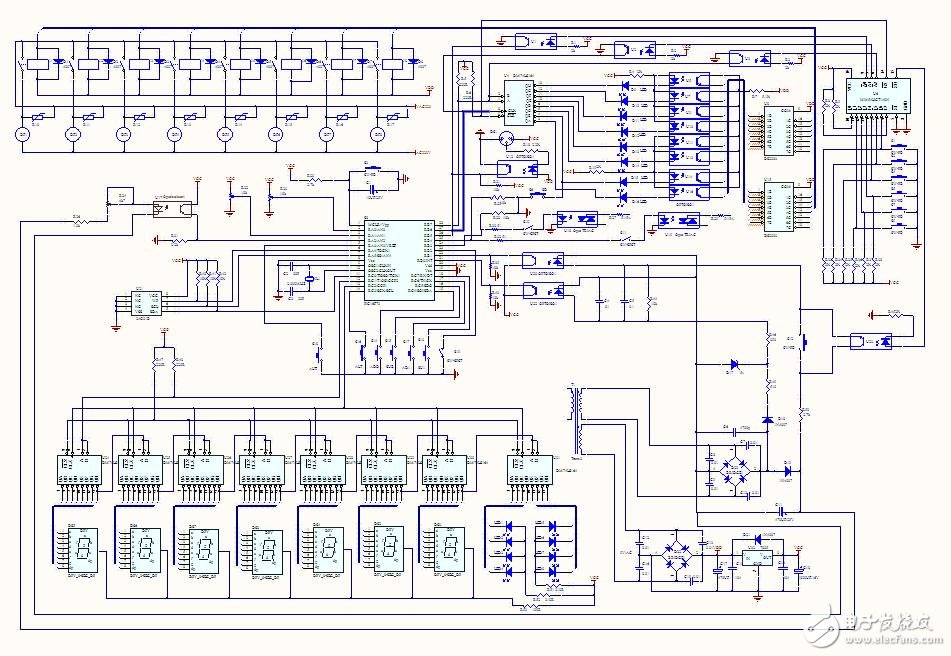
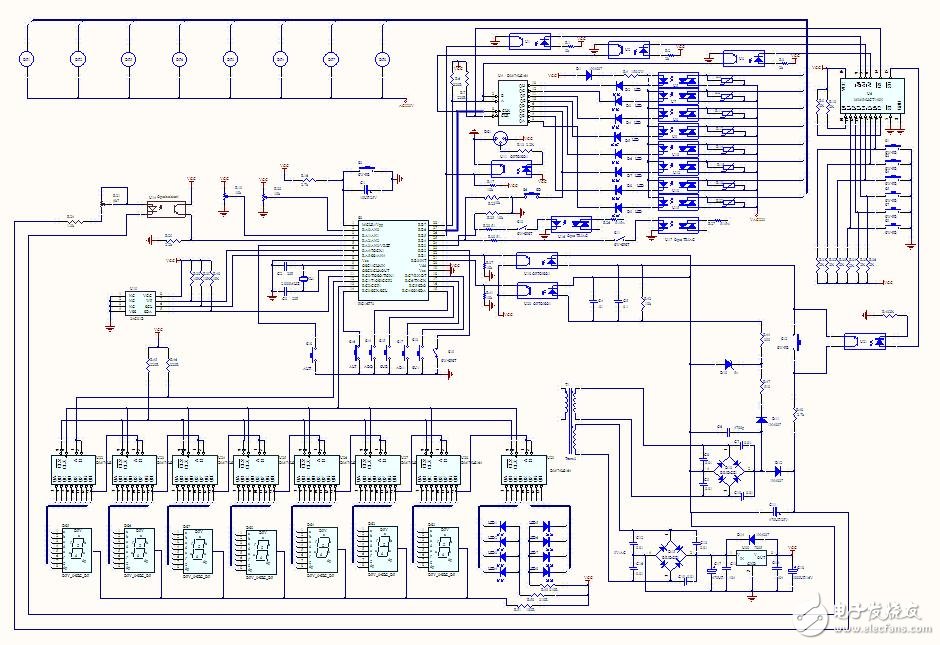
Hp Laptop 14-Dq 14-Fq,Hp 14-Fq Palmrest,Hp 14-Dq Palmrest,Hp 14-Fq Keyboard
S-yuan Electronic Technology Limited , https://www.syuanelectronic.com